ニュース&トピックスの一覧です。
鍛造。当社の鍛造技術力
クリアテックは、鍛造、冷間鍛造において蓄積された技術、経験を基に鍛造用金型の製作を行っています。鍛造用金型の設計、開発、製作を通してお客様のモノづくりを強力にバックアップ致します。金型寿命を延ばしたい、ネットシェイプしたい、工程を短縮したい、鍛造用ダイセットがほしい、切削加工から冷間鍛造加工にしたい、新たに冷温間鍛造事業を立ち上げたい・・・など、とにかく冷間鍛造に関してお困りでしたら、是非一度当社までご相談ください。
冷間鍛造でクラウニング付きヘリカルギアを製造!
当社は、冷間鍛造による「クラウニング付ヘリカルギア」の鍛造法の開発に世界で初めて成功しました。独自に開発した「EDF法:弾性変形活用冷間鍛造法」を核に様々なノウハウを複合した結果実現したものです。この開発は、平成14年度日本塑性加工学会の学会賞も受賞しています。


切削レスで切粉を出さないため、切削ギアに対して素材が約35%少なくすみ、また塑性加工であるため材料のファイバーフローが切れず靱性が高くなるため、強度向上にも効果があります。
 |  |  |  |
|---|---|---|---|
| 切断 | 穴抜き | 歯型状成形 | クラウニング成形 |
クラウニング成形工程(自動:歯形状成形品→クラウニング成形品)

この技術は蓄積されたデータや、高い冷間鍛造技術から実現可能となりました。これらの技術、ノウハウはネットシェイプの歯車だけでなく、そのほか全ての部品、金型に応用できると考えています。これらは当社の工程設計力、金型設計力につながっていきます。
クラウニング成形金型主要構成図
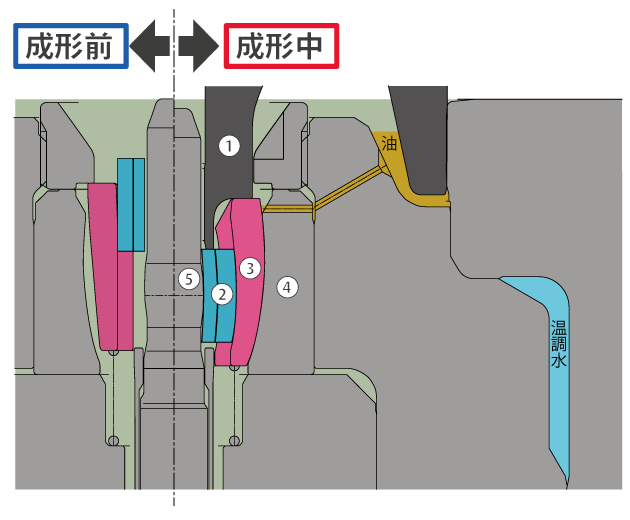
・歯形成形されたワーク②を、パンチ①によって所定の位置に
所定の位置まで押込んだあと、さらに歯形ダイ③をその外側
のケース④に対して押込む。
・歯形ダイ③は、その径を小さくしながらケース④の内径形状
に合せて弾性変形する。
・外方からのひずみを内径が受ける際にカウンターパンチ⑤の
形状を高さ中央部を基準に上下を弾性、塑性ひずみ分の逃げ
を形成しておく。
・カウンターパンチ⑤は歯形ダイ③の高さ変位と共に移動する
事を可能として、内径摩擦によるワーク内圧変動を防止する
構造となっている
超越した同軸度を実現可能に!
| カップ | 穴抜き | 据えこみ |
 |  |  |
|---|---|---|
| <同軸度> 社内管理値:0.03mm | <同軸度> 社内管理値:0.01mm 設計目標値:0.005mm | <同軸度> 社内管理値:0.03mm |
クリアテックでは、鍛造にて超越した同軸度を実現可能とします。カップであれば、社内管理値:0.03mm、穴抜きでは社内管理値0.01mmと優れた同軸度で量産が可能となります。また穴抜きに関しては0.005mm(5μm)の実力値も有しております。 これにより、切削レスで希望の形状が得られ、さらなるコストダウンが実現できます。
型寿命の向上の対策は万全!
クリアテックではお借りした製品図面より、工程設計、金型設計・製作、トライアルまで一貫して行います。また、これまでの経験と、実績データを基に当社独自の理論式を用いて日々冷間鍛造技術の向上を目指しています。ここでは、当社ノウハウによる型寿命の改善事例について紹介致します。
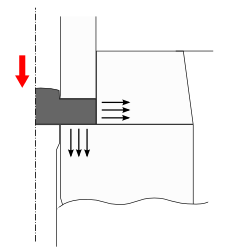
事例1
この事例では、分割構造として金型に複合応力をかけないようにしています(このとき、合わせ面でのバリ入り対策も併せて行います)。一方向のみの力になる金型を設計することで型寿命の向上ができます。
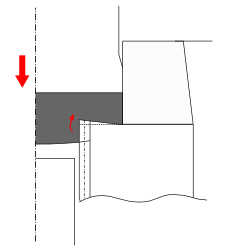
事例2
金型が下方に反って破損する場合は、あらかじめ型を逆方向へ反りを起こしておくことで回避できます。長年の経験とノウハウ、蓄積された理論値よりこのような金型を設計、製作することが可能となります。
この他にも問題対策事例は沢山あります。ご相談いただければ、ご照会出来ますので、 是非一報下さいます様、よろしくお願い申し上げます。
